
-
專(zhuān)注環(huán)境試驗(yàn)設(shè)備的研發(fā)與生產(chǎn)
為客戶(hù)提供可靠,,高性?xún)r(jià)比定制方案

全國(guó)服務(wù)熱線(xiàn):
為客戶(hù)提供可靠,,高性?xún)r(jià)比定制方案
全國(guó)服務(wù)熱線(xiàn):
正航技術(shù)整理內(nèi)燃機(jī)零部件表面光整加工 技術(shù)條件
1 范圍
本標(biāo)準(zhǔn)規(guī)定了內(nèi)燃機(jī)零部件表面光整加工的術(shù)語(yǔ)和定義、光整設(shè)備,、光整介質(zhì)、光整加工前對(duì)零部件表面的要求,、光整加工技術(shù)要求,、檢驗(yàn)方法、光整加工后處理,、檢驗(yàn)規(guī)則,、標(biāo)志,、包裝、運(yùn)輸及貯存等,。
本標(biāo)準(zhǔn)適用于內(nèi)燃機(jī)金屬零部件精加工表面,。其他行業(yè)金屬零部件精加工表面亦可參照使用。
2 規(guī)范性引用文件
下列文件中的條款通過(guò)本標(biāo)準(zhǔn)的引用而成為本標(biāo)準(zhǔn)的條款,。凡是注日期的引用文件,,其隨后所有的修改單(不包括勘誤的內(nèi)容)或修訂版均不適用于本標(biāo)準(zhǔn),然而,,鼓勵(lì)根據(jù)本標(biāo)準(zhǔn)達(dá)成協(xié)議的各方研究是否可使用這些文件的版本,。凡是不注日期的引用文件,其版本適用于本標(biāo)準(zhǔn),。
GB/T 1031 產(chǎn)品幾何技術(shù)規(guī)范(GPS)表面結(jié)構(gòu) 輪廓法 表面粗糙度參數(shù)及其數(shù)值
GB/T 2476 普通磨料 代號(hào)
GB/T 2481.1 固結(jié)磨具用磨料 粒度組成的檢測(cè)和標(biāo)記 第1部分:粗磨粒F4~F220(GB/T 2481.1
—1998,,eqv ISO 8486-1:1996)
GB/T 2481.2 固結(jié)磨具用磨料 粒度組成的檢測(cè)和標(biāo)記 第2 部分:微粉
GB/T 2484 固結(jié)磨具 一般要求(GB/T 2484—2006,ISO 525:1999,,MOD)
GB/T 2490 固結(jié)磨具 硬度檢驗(yàn)
GB/T 2997 致密定形耐火制品 體積密度,、顯氣孔率和真氣孔率 試驗(yàn)方法(GB/T 2997—2000,
eqv ISO 5017:1998)
GB/T 3505 產(chǎn)品幾何技術(shù)規(guī)范(GPS) 表面結(jié)構(gòu) 輪廓法 術(shù)語(yǔ),、定義及表面結(jié)構(gòu)參數(shù)(GB/T
3505—2009,,ISO 4287:1997,IDT)
GB/T 3810.5 陶瓷磚試驗(yàn)方法 第5 部分:用恢復(fù)系數(shù)確定磚的抗沖擊性(GB/T 3810.5—2006,,
ISO 10545-5:1996,,IDT)
GB/T 3821 中小功率內(nèi)燃機(jī)清潔度測(cè)定方法
GB/T 4740 陶瓷材料抗壓強(qiáng)度試驗(yàn)方法
GB/T 4742 日用陶瓷沖擊韌性測(cè)定方法
GB/T 15757 產(chǎn)品幾何技術(shù)規(guī)范(GPS) 表面缺陷 術(shù)語(yǔ)、定義及參數(shù)(GB/T 15757—2002,,ISO
8785:1998,,MOD)
GB/T 23339 內(nèi)燃機(jī) 曲軸 技術(shù)條件
JB/T 10153 普通磨具 滾拋磨塊
JB/T 11083 內(nèi)燃機(jī)用光整機(jī)
3 術(shù)語(yǔ)和定義
GB/T 1031、GB/T 3505,、GB/T 15757 中確立的以及下列術(shù)語(yǔ)和定義適用于本標(biāo)準(zhǔn),。
3.1光整介質(zhì) finishing medium
光整加工中使用的磨塊、磨劑和水統(tǒng)稱(chēng)為光整介質(zhì),。
3.2磨塊粒度 strickle granularity
構(gòu)成磨塊所用磨料的粒度,,用“#”表示,單位為μm,。
3.3磨塊硬度 strickle rigidity
磨塊表層的磨粒在外力作用下從磨塊體上脫落的難易程度,。磨粒容易脫落的磨塊稱(chēng)為“硬度低”,
反之就稱(chēng)為“硬度高”,。雖然它與金屬硬度概念不同,,但磨塊硬度與磨塊本身軟硬有一定關(guān)系。因此,光整加工所用較細(xì)粒度磨塊的硬度仍用洛氏硬度表示,。
3.4磨耗率 wear rate
同一批次生產(chǎn)的同一(材質(zhì)、硬度,、尺寸,、形狀相同)品種型號(hào)磨塊,在規(guī)定測(cè)試條件下,,單位時(shí)間內(nèi)單位質(zhì)量的磨塊的磨耗量,。
3.5表面光整加工 surface finishing
由固體介質(zhì)磨塊和液體介質(zhì)磨劑及水組成磨具,在材料箱中呈游離狀態(tài),。將被加工零件沉沒(méi)于磨具之中,,游離狀態(tài)的磨具在材料箱的帶動(dòng)下做自由運(yùn)動(dòng),被加工零件被強(qiáng)制運(yùn)動(dòng)或隨磨具自由運(yùn)動(dòng),。零件和磨具在復(fù)雜的相對(duì)運(yùn)動(dòng)作用下,,磨具始終以一定的壓力,對(duì)零件的各表面進(jìn)行碰撞,、滾壓,、擠壓、刻劃和微量磨削,,從而細(xì)化表面粗糙度,,去除加工毛刺、銳邊和表面缺陷,,改善表面物理力學(xué)性能,,達(dá)到提高零件表面質(zhì)量綜合性能和使用性能的目的。這種加工方法為自由磨具滾磨表面光整加工,,簡(jiǎn)稱(chēng)為表面光整加工,。
4 光整設(shè)備
光整設(shè)備的要求及使用應(yīng)符合JB/T 11083 的規(guī)定。
5 光整介質(zhì)
5.1 固體介質(zhì)—磨塊
5.1.1 磨塊的名稱(chēng),、形狀,、代號(hào)和公稱(chēng)尺寸
磨塊的名稱(chēng)、形狀,、代號(hào)和公稱(chēng)尺寸見(jiàn)附錄A,。
5.1.2 磨塊的品種分類(lèi)及代號(hào)
磨塊按加工用途分類(lèi)為:粗磨、中磨,、精磨,,其相應(yīng)的代號(hào)分別為R、M,、F,。
5.1.3 磨塊標(biāo)記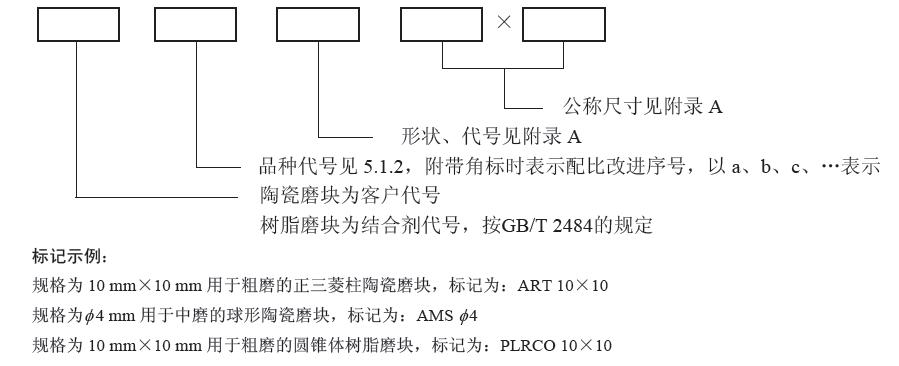
5.1.4 陶瓷磨塊技術(shù)要求
5.1.4.1 磨塊公稱(chēng)尺寸的極限偏差應(yīng)符合表1 的要求。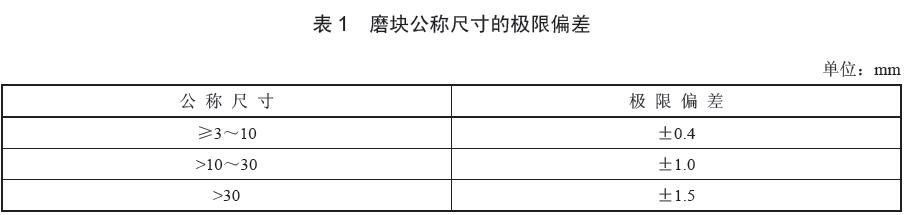
5.1.4.2 磨塊代號(hào)及其粒度按GB/T 2476,、GB/T 2481.1 和GB/T 2481.2 的規(guī)定,。
5.1.4.3 磨塊硬度值應(yīng)不小于HRB 94(HRA 115),。
5.1.4.4 磨塊抗壓強(qiáng)度應(yīng)不小于9×107 N/m2。
5.1.4.5 磨塊沖擊韌度應(yīng)大于1 kN·m/m2,。
5.1.4.6 磨塊吸水率應(yīng)不大于0.7%,。
5.1.4.7 磨塊外表面及斷面目測(cè)不應(yīng)有飛邊、缺角,、裂紋,、黑心、發(fā)泡,、夾雜,、孔洞等缺陷。
5.1.4.8 磨塊質(zhì)量性能評(píng)價(jià)指標(biāo),,磨耗率數(shù)據(jù)要求見(jiàn)表2,。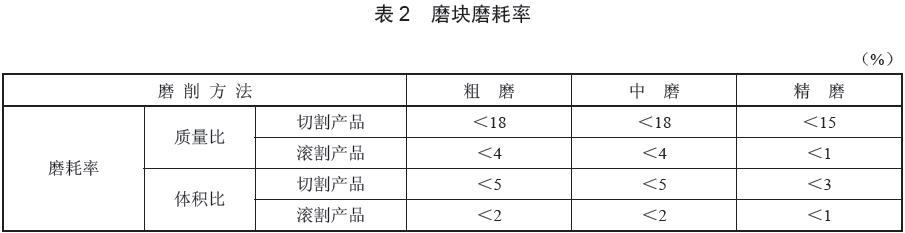
5.1.4.9 磨塊使用性能磨損失效指標(biāo):磨損體積比T 的計(jì)算按式(1),。
T=V1/V0……………………………………………………(1)
式中:
V1——正常使用一定時(shí)間(清洗清理周期)后,,單一磨塊的平均體積;
V0——未經(jīng)使用同批次單一磨塊的平均體積,。
當(dāng)T≤1/2 時(shí),,磨塊失效。
5.1.4.10 磨塊使用性能破碎失效指標(biāo):破碎率P(%)的計(jì)算按式(2),。
P=ms / (ms+mw) …………………………………………………(2)
式中:
ms——正常使用一定時(shí)間(清洗清理周期)后,,破碎磨塊的總質(zhì)量;
mw——正常使用一定時(shí)間(清洗清理周期)后,,未破碎磨塊的總質(zhì)量,。
P 值高,說(shuō)明磨塊質(zhì)量不好,、光整工藝參數(shù)選擇不當(dāng),、工裝設(shè)計(jì)不合理,該指標(biāo)供磨塊使用方擇優(yōu)選購(gòu)和改進(jìn)光整工藝用,。一般要求P≤10%,。
5.2 液體介質(zhì)—磨劑與水
5.2.1 磨劑主要功能、成分及pH 值
磨劑是一種或多種化學(xué)物質(zhì)與水配制而成的溶劑,,具有促磨,、清洗、防銹,、光亮,、潤(rùn)滑、防腐等多種功能,各種磨劑的pH 值及主要成分見(jiàn)表3,。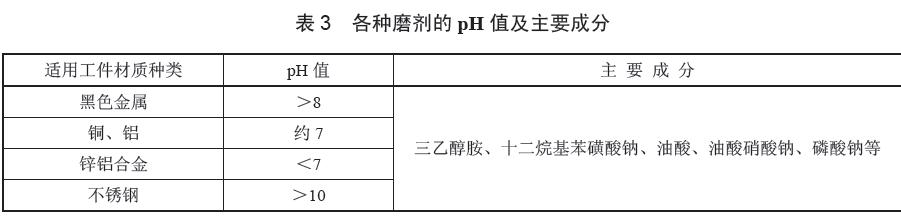

公司地址:廣東省東莞市寮步鎮(zhèn)嶺安街2號(hào)
